專注管材成型設備生產
管材加工成型設備專業制造商
全國服務熱線18796838612
關鍵詞 數控彎管機嵌入式 運動控制卡 伺服驅動 機械彎管機設計 摘要 數控彎管機是現代重要的彎曲塑料加工設備,它以矢量理論為基礎,采用計算機控制,完成任意空間的三維加工。管以滿足用戶的要求。 本文主要對彎管機嵌入式控制系統數控設備硬件系統進行研究與開發,利用嵌入式微處理器硬件平臺,代替傳統的通用計算機和工業機械,對加工過程進行控制。有效地。 在此基礎上加裝運動控制卡PCI-1240U,通過運動控制卡實現伺服電機驅動控制,來控制各軸伺服電機驅動齒輪轉動的精確運轉。 本文主要對嵌入式硬件系統的控制系統進行研究和開發,針對工業控制電路的基本要求,利用PROTEL軟件繪制了四路電機控制電路的原理圖和現場分布電路的整體結構。設計; 根據設計精度和部件成本比較,選擇設備包括嵌入式系統、運動控制卡、伺服電機、伺服電機驅動器、輸入輸出卡、編碼器、傳感器以及各類硬件部件。 該嵌入式控制系統專為控制彎管機進行工業現場實際操作而設計,主要實現送料、旋轉、彎曲等功能的控制。 本電路設計及選型硬件調試在工業現場均能達到預期效果。關鍵詞數控彎管機、嵌入式、運動控制卡、伺服驅動目錄摘要摘要目錄\o“1-3”\h\z\u 1 前言h 1 1.1彎管機在自制行業的現狀及各種彎管機的性價比 h 1 1.2 彎管機的基本原理及選型 2 2彎管機彎管機4 2.1 工件工藝分析 4 2.2 計算彎曲4 2.3 電機選型 5 2.4 傳動比計算及各傳動裝置動作及參數 6 2.5 滑輪、皮帶計算與選型 7 2.6 蝸輪減速機計算與選型 8 2.7 聯軸器計算與選型 8 2.8 軸承選型9 2.9 軸的初步計算、設計與驗證 9 2.10 齒輪的計算與設計 13 2.11 大小齒 軸的前后端蓋及軸承座的結構設計 14 2.12 軸套的結構設計 16 2.13 結構設計蓋板及計算 16 2.14彎管機機構設計及計算 17 2.15 彎管機主要參數 18 3 護架結構設計 19 3.1 擋板結構設計 19 4 電器選型及電路設計 20 4.1各電器的選型及電路設計 20 結論 22 參考文獻 23 附錄 24 致謝 25 東北林業大學本科生設計 STYLEREF 標題、章節標題(無序號) \* MERGEFORMAT 錯誤! 樣式未定義。
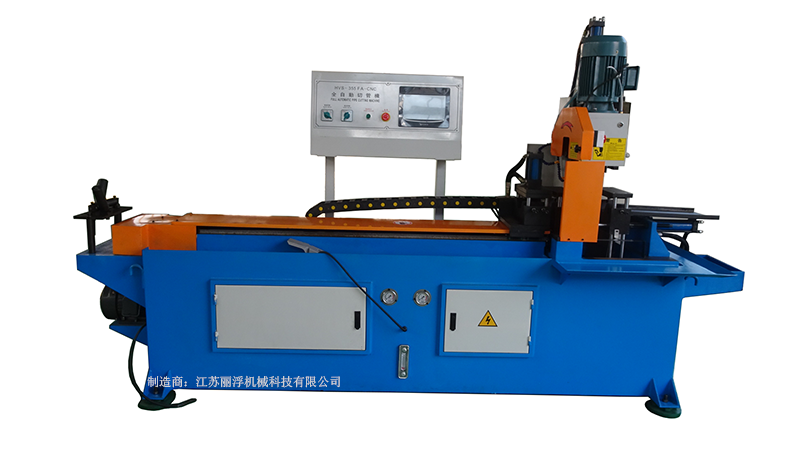
-PAGE\*MERGEFORMAT42 -PAGE\*MERGEFORMAT43 -前言彎管機在自制行業中的地位以及各種彎管機的性價比。 如今的工業發達,無論什么樣的機械、設備、健身器材、家具等,幾乎都有用于輸送石油、天然氣、流體等的結構鋼管和導管,它們在飛機、汽車及其發動機、健身器材、家具等。各種管材尺寸大、形狀復雜、種類多,給管材加工帶來很多困難。 對于很多小型企業、家庭作坊、需要管材的場合或大型企業來說,如壓力管工程機械、液壓管、機床廠油管、健身器材管等,這些應用并不需要折彎機功能齊全而且不高。 呵呵加工難度大,一臺簡單的手動折彎機就可以滿足要求。 折彎機有手動夾緊和機械折彎方式。 該機結構簡單,控制元件少,因此在價格上更容易被用戶接受。 市場上的大型彎管機種類很多,但市場上現有的自動彎管機大多是液壓機和數控機(如圖1-1、1-2所示)。 由于其面積較大(2.5~4m長),且價格相對較貴(2萬左右~價格在5萬多元)。 相對很多企業不需要這么大、那么貴的彎管機。 小型、便宜、方便的自動折彎機可以被很多企業所接受。 本設計基于滿足市場和用戶的需求,擬開發一款價格低廉、占地面積小、使用簡單的自動彎管機(長900mm、寬800mm、高1100mm,價格9000元左右)。
并且彎曲定型性能進一步增強,可彎曲不同直徑、不同類型的鋼管。 同時采用制動電機,提高了折彎機的折彎精度,大大簡化了電氣控制系統,方便操作。 圖1-1 液壓彎管機圖1-2 數控彎管機彎管機及自動彎管彎管機的選型。 一般情況下分為以下兩種方法,即滾壓彎曲和環繞彎曲。 如圖1-3和圖1-4所示。 圖1-3 圖1-4 兩者各有優缺點:繞線式主要用于結構復雜的方形彎管,彎管式主要用于彎管,也可用于彎管。 彎管的纏繞稍差一些,但也比較相似。 相比之下,下彎輥結構更簡單,更容易設計,成本更低。 因此,該彎管機采用滾壓彎管方式。 彎管機的工作步驟如下: 1、留出第一直段長度,用夾緊件夾緊管子。 2、啟動彎管機,彎管。 3、松開彎管夾塊,取出工藝管,然后復位模具。 根據所需的管標準樣檢查夾具上加工好的管形標準并修正。 4. 重復步驟 1,直至管道彎曲至所需程度。 彎管機設計工件工藝分析本設計選用的管材為鋼件,直徑為30mm,厚度為2mm。 鋼管需要是無縫的。 選用的材料是10號鋼。 最小彎曲半徑為60mm,整管彎曲半徑為100mm。 。 10號鋼的力學性能如下: 抗拉強度(MPa):335 屈服強度(MPa):205 延伸率(%):31 斷面收縮率(%):55 硬度:未熱處理,137HBs 試樣尺寸:樣品尺寸:25mm垂直加工技術。
對彎曲部分的要求是不能有裂紋、不能有大的凸起、不能有皺紋。 工件如圖2-1、2-2所示。 圖2-1 圖2-2 彎矩計算 管材彎矩的計算根據自動彎管機的力學參數確定。 由于管材的彎曲半徑較小,因此管材的彎矩處于鋼管的最小彎矩處。 根據力學塑性理論分析,管材均勻彎曲時彎矩的理論表達式為: (2-1) 式中, 為彈性應力, r 為管材內徑, t 為壁厚管道為屈服應力,為中性層彎曲半徑=2420 電機選型憑經驗。 如果選擇彎管機的彎管速度為8r/min,則P==23462kw(2-2)。 由于工作功率確定為2kw,故電機功率公式P=(2-3)、、、分別為皮帶傳動、蝸輪傳動、聯軸器、工作齒輪和軸承的傳動效率。 取=96%、=90%、=99%、=97%、=98%可得P==2.5kw。 由于可以滿足各種鋼筋的彎曲類型,所以選擇的電機功率較大,這樣折彎機可以彎曲更大的彎曲半徑范圍,所以電機具有制動功能,因為折彎機需要內部制動功能,且電機轉速不宜過高,因為電機正反轉頻率過高。 因此,電機轉速為960r/min即可滿足上述要求。 選擇yep132s-6電機類型。 電機基本性能如表[2]2-1 表2-1 yep132-6型號主要性能參數 型號滿載堵轉轉矩 最大轉矩、靜態制動轉矩、不小于空載制動時間,不大于噪聲轉速、電流效率、功率因數 YEP132S-63kw960r/min8.8A77%0.672.22.229.4N·m0.4/s71/db 電機主要安裝尺寸如下圖2-2 表2- 2 電機安裝尺寸單位(mm)型號ABCDEFGHILYEP-132S-628515 傳動比的計算及各傳動裝置的運動及參數由轉速N1=960r/min給出,前機初始轉速為確定N5=8r/min,故總傳動比=N1/N5=120。 皮帶輪的傳動比為1~4。 由于齒輪齒數的傳動比為1~8,因此帶輪的傳動比可確定為=2.5。
建議齒輪傳動比=3,則蝸輪傳動比=16。蝸輪傳動比不大,有利于增加蝸輪壽命。 方便計算需要計算速度和扭矩的傳動部件、軸(或功率)的設計。 傳動裝置按降序??排列各軸,第1軸,第2軸,,...為相鄰兩軸之間的傳動比;,...為相鄰兩軸之間的傳動效率; P1、P2...為各軸傳動比 輸入功率(kw); T1、T2...對于各軸,輸入扭矩(N·m); N1、N2……為各軸轉速(r/min); 各軸轉速,電機軸轉速為 960 rpm 蝸輪 小軸部分 N1===384 r/min 蝸輪大軸部分 N2===24 r/minN3= N2=24 rpm 小齒輪 N4===8 rpm 大齒輪工作臺 N5= N4=8 rpm 轉速 各軸輸入功率 電機輸出功率 P0=3kw 蝸輪小軸輸入功率 P1= P0=3=30.96=2.88kw 蝸輪大軸輸入功率 P2= P1= P1= 2.880.9=2.59kw 小齒輪軸輸入功率 P3= P2= P2=2.590.99=2.56kw 大齒輪軸輸入功率 P4= P3= P3=2.560.972 =2.41kw 輸入功率= P4= P4=2.410 .9720.98=2.22kw 各軸輸入扭矩 電機輸出扭矩=9550=9500=29.84 N·m 蝸輪小軸扭矩輸出==29.842.50.96=71.62 N·m蝸輪大軸輸出扭矩==71.62160 .9=1031.27 N·m 齒輪小軸輸出扭矩==1031.270.99=1020.96 N·m 齒輪大軸輸出扭矩==1020.9630.972=2881.86 N·m 輸出扭矩= =2881.860.9720.98=2657.31 N ·m帶輪及皮帶的計算與選擇 電機的轉速和功率是一定值,因此傳動帶可采用A型普通皮帶。 已知A型帶小帶輪的最小直徑為70mm,因此確定小帶輪直徑=100mm。 皮帶速度檢查 = 5.03 (2-4) 所以 5