專注管材成型設備生產
管材加工成型設備專業制造商
全國服務熱線18796838612
大家好,今天小編就為大家解答以下問題,彎管機活塞桿,彎管機彎管機,很多人還不知道,現在就讓我們一起來看看吧!
彎管機活塞桿、彎管機彎管機

彎管機活塞桿是彎管機的核心部件之一。 其作用是推動彎管機進行彎管作業。 彎管機是加工金屬管材的重要設備,廣泛應用于汽車制造、航空航天、石油化工等各個行業。
彎管機活塞桿通常采用高強度合金材料制成,具有良好的耐磨性和耐腐蝕性。 其設計和制造需要考慮很多因素,如彎管機的工作壓力、彎管的直徑和厚度等。活塞桿的表面通常采用特殊的處理工藝,以提高其表面硬度和耐磨性同時減少與密封件的摩擦。
彎管機活塞桿的工作原理是通過液壓力推動活塞向前,使金屬管材彎曲。 活塞桿上通常安裝有活塞,活塞的密封件可以有效防止液壓油泄漏。 活塞桿與液壓缸及控制系統配合,實現對彎管機的精確控制,保證彎管的精度和質量。
彎管機是一種高效、精密的加工設備,在各行業中發揮著重要的作用。 它可以彎曲各種形狀的管子,如直角彎管、圓弧彎管等。使用彎管機不僅可以提高生產效率,還可以降低成本,減少人力資源的浪費。
彎管機的發展離不開彎管機活塞桿的不斷創新和改進。 隨著技術的不斷進步,彎管機的制造工藝和材料也有了很大的提高。 活塞桿的設計和制造不僅關系到彎管機的性能,而且與整條生產線的效率和質量密切相關。
彎管機活塞桿是彎管機的重要組成部分。 它的設計和制造對彎管機的性能和效果有著至關重要的影響。 隨著技術的不斷發展,我們相信彎管機活塞桿會越來越先進,為各行業的生產提供更好的解決方案。
彎管機活塞桿、彎管機彎管機

手動液壓彎管機使用方法 1、擰緊手動液壓彎管機開關,在托輪與模具、被彎工件接觸部位涂上潤滑油脂。 2、根據彎管尺寸,選擇相應的彎曲模具,安裝在活塞桿頂部。 將兩個支撐輪對應的凹槽面向折彎模具放置。 特別注意支撐輪應按相應尺寸放置在翼板邊緣。 孔中,“規格最大的最外面的孔”。 等等。 避免兩個托輪位置不對稱,造成模具及機件損壞。 3、放置好工件后,蓋上上翼板,先用快速泵將折彎模具壓到工件上,再用慢速泵將工件壓到需要的角度,折彎后打開開關,工作活塞自動復位,打開上翼板,取出工件。 注意事項: 1、使用手動液壓彎管機之前,首先檢查油箱內的油是否充足。 如果不足,請補充。 2、工作前必須關閉開關; 否則無法開啟壓力,并松開加注螺塞,以利罐體通風。 3.彎管外徑必須適合彎曲模具的凹槽,否則工件會凹陷或模具膨脹和破裂。 4、焊管的焊縫必須直接在彎頭外側或恰好在彎頭內側。 折彎過程中,兩個托輪必須同時旋轉,工件在托輪的凹槽中滑動。 如果一側不動,則應停止操作。 5、手動液壓彎管機平時應做好設備的清潔和保養工作。 加油要干凈,必須用80目以上過濾。 網過濾器和濾油裝置應定期清洗。 6、手動液壓彎管機使用15號機械油。 為方便用戶維護,將手動液壓彎管機易損密封件放入備件包內。 可能出現的故障及排除方法: 1、故障:活塞桿伸出一定長度后搖動手柄,頸桿伸縮。
原因:注油螺塞未松動。 松開注油螺塞。 排除方法:泵體內出油閥口未密封,出油閥鋼球不圓。 整個油里都有垃圾。 應更換干凈的機油并更換鋼球。 2、故障:大、小泵活塞桿漏油。 原因:密封圈損壞; 排除方法:更換備件袋中的密封圈。 3、故障:開關處漏油; 原因:開關內部壓環太松; 排除方法:拆下限位螺釘和開關后,擰緊壓環。 4、故障:頂出桿無力,不能工作。 原因:開關內鋼球密封不好,開關頂部未牢牢握住鋼球或鋼球掉落; 排除方法:更換鋼球并擰緊開關。 如果沒有鋼球,則添加鋼球。 5、故障:頂出桿頂部漏油; 原因:活塞桿頂部密封圈損壞; 排除方法:更換14×2.4 O型圈(自備) 6、故障:大、小泵吸油量不足; 原因:過濾器網內過濾器上有垃圾或油量不足; 排除方法:擰下12號零件,用汽油清洗篩體并加注機油。 7、故障:模具安裝孔破裂; 原因:模具件脫出時存在側向載荷,如:已彎曲的工件再次彎曲時定位不正確; 排除方法:檢查兩個托輪位置是否對稱,托輪與工件的接合處是否涂油并放置在正確的位置進行第二次折彎。 8、故障:接液泵又稱漏泵或回液泵; 原因:出油閥鋼球不能正常復位; 排除方法:伸長動作桿(15),使柱塞泵有壓力時,用頭敲擊手柄座(14)閥球幾下即可復位。
機械彎管機

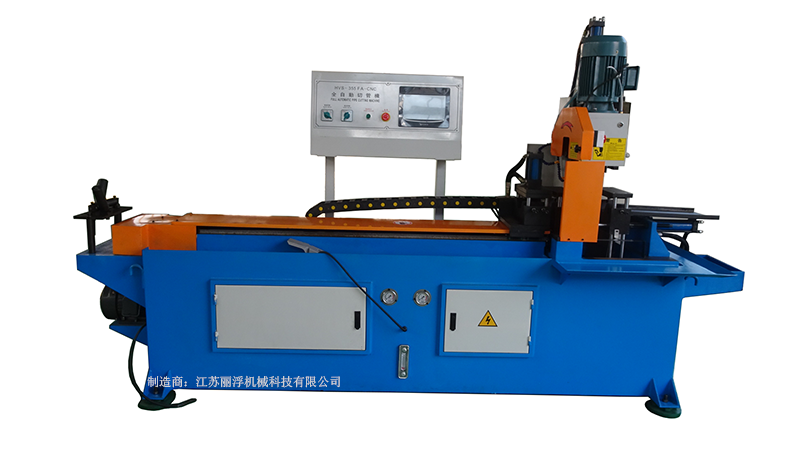
摘要:彎管機是一種用于加工金屬管材的機械。 主要用于管道的塑性成型,常用于化工廠或建筑行業的給排水管道安裝。 按動力類型,彎管機可分為液壓彎管機、電動彎管機、氣動彎管機、手動彎管機等; 按控制方式可分為數控彎管機、半自動彎管機彎管機全自動彎管機 彎管機等 1. 彎管機有什么作用?
彎管機是指用于彎管的機器。 通過使用不同的模具,可以將不同尺寸的鋼管彎曲成不同的角度,而無需壓扁。 彎管機除了具有彎管功能外,還可以將油缸用作液壓千斤頂。 主要用于電力建設、公路鐵路建設、鍋爐、橋梁、船舶、家具、裝飾等行業的管道鋪設和修復,具有多種功能。 具有結構合理、操作簡單等優點。
2、彎管機有哪些分類?
1、按動力類型分類:液壓彎管機、電動彎管機、氣動彎管機、手動彎管機等。
2、按控制方式分類:數控彎管機、半自動彎管機、全自動彎管機等。
3、按工作端口分類:單頭彎管機、雙頭彎管機、多頭彎管機等。
4、按加工范圍分類:微型彎管機、小型彎管機、大型彎管機等。
三、彎管機結構特點
1、彎管機采用觸摸屏和數控模塊,對話式操作,程序設置簡單易行。
2、床身結構穩定,不易變形。
3、每個檔位可設置16個彎管角度,內存可存儲16組文件。
4、具有慢速定位功能,彎管角度穩定,重復精度±0.1°。
5. 錯誤信息顯示在屏幕上,幫助操作人員立即排除。
6.提供自主開發的坐標轉換彎管加工值。 該軟件可以購買并安裝在臺式電腦上進行編輯和計算。
彎管機彎管機
差異非常小。 基本過程是相同的。 這是加工產品之間的區別。 簡單對比一下三臺設備應該有更多的相似之處。 彎管機傾向于管材,彎箍機傾向于實心棒材,弧形彎曲機傾向于型材。 這個可以咨詢經驗豐富的上海科邁彎弧機。 他們對此更加了解。 這將會有很大的幫助。希望我的回答對你有幫助
彎管機液壓彎管機
液壓彎管機工作原理:
電動油泵輸出的高壓油通過高壓油管送入工作缸。 高壓油推動工作缸內的柱塞產生推力,通過彎管組件使管道彎曲。
優勢:
1、彎管機采用觸摸屏和數控模塊,對話式操作,程序設置方便;
2、床身結構穩定,不易變形;
3、每個檔位可設置16個彎管角度,內存可存儲16組文件;
4、配備慢速定位功能,彎管角度穩定,重復精度達到±0.1°;
5、錯誤信息顯示在屏幕上,幫助操作人員立即排除;
6.提供自主開發的坐標轉換彎管加工值。 該軟件可以購買并安裝在臺式電腦上進行編輯和計算。
缺點:
1、大口徑管材不能一次成型,速度慢;
2、不同直徑的管道需要不同尺寸的模具。
彎管機彎管機
彎管機操作流程:
1、管型正則化
設計和布置管道時,應避免過大的圓弧、任意曲線、復合彎、大于180°的圓弧。 過大的圓弧不僅使工裝體積龐大,而且還受到彎管機尺寸的限制; 任意曲線、復合彎的設計十分不合理,極大阻礙了機械化、自動化生產,使操作人員難以擺脫繁重的體力勞動; 大于180°的圓弧會妨礙彎管機卸模。
2、彎曲半徑標準化
彎曲半徑應盡可能接近“一管一模”和“多管一模”。 對于一根管子來說,無論有多少個彎、彎曲角度是多少,都只能有一個彎曲半徑,因為彎管機在彎曲過程中不會更換模塊。 這就是“一根管子,一個模具”。 “多管一模”是指相同直徑的管材應盡可能采用相同的彎曲半徑,即采用同一套模塊來彎曲不同形狀的管材,這樣有利于減少加工次數。模塊。
3、彎曲半徑
導管的彎曲半徑的大小決定了導管在彎曲成型時遇到的阻力的大小。 管徑大,彎曲半徑小。 折彎時容易出現內部皺紋和滑移,折彎質量難以保證。 因此,彎管模具的R值一般為管材直徑的2-3倍。
4、彎曲成形速度
彎曲成形速度對成形質量的主要影響是:速度過快,容易造成導管彎曲部分壓扁,圓度達不到要求,造成導管被拉斷或拉斷。破碎的; 速度太慢,容易造成管道起皺,壓塊打滑,大口徑管道容易造成管道彎曲部分下沉。 根據對這兩臺數控彎管機的大量試驗,確定管子的彎曲速度為機器最大彎曲速度的20%-40%為宜。
5、芯棒及其位置
在彎曲過程中,芯軸主要起到支撐導管彎曲半徑內壁的作用,防止其變形。 國產管道如果在機床上彎曲成型而不使用芯棒,其質量很難保證。 芯軸的形式有多種,如圓柱形芯軸,通用單、雙、三、四球頭芯軸,定向單、多球頭芯軸等。芯軸的位置對彎曲形狀也有一定的影響。管材:理論上,其切線應與彎管模具的切線平齊,但大量試驗證明,提前1~2毫米較好,此時彎管質量較為理想。 。 如果提前量過大,彎曲部分的外壁就會出現所謂的“鵝頭”現象。
彎管機操作程序:
1. 操作前
1、機床必須良好接地,電線不得小于4mm2銅軟線。 不允許連接超過規定范圍的電源電壓,不能帶電插拔插件,不能用兆歐表測試控制電路,否則可能損壞器件。
2、插拔連接器時,請勿拉扯電線或電纜,以免焊接脫落。
3、接近開關、編碼器等不能用硬物敲擊。
4. 請勿用尖銳物體敲擊顯示單元。
5、電氣箱必須放置在通風處,禁止在灰塵和腐蝕性氣體中工作。
6. 禁止擅自安裝或修改PC輸入輸出端子。
7、更換機床電源時,必須重新確認電機轉向。
8、機床應保持清潔,特別注意夾緊塊、滑塊等滑動槽內不得有異物。
9、定期給鏈條及其他滑動部位添加潤滑油。
10、清潔、維護時必須斷開電源。
11、開車前的準備:檢查油箱內油位是否達到油位線,向各潤滑點加油,開機確認電機轉動,檢查油泵有無異常聲音,并開機后檢查液壓系統是否有漏油現象(角度編碼器不允許上);
12、壓力調節:利用電磁溢流閥調節壓力,保證系統壓力達到所需的工作壓力,一般不高于12.5Mpa。
13、模具調整:安裝模具時,要求模具與夾塊對中,可用螺栓調整夾塊; 助推塊與模具對中,且助推塊可調; 芯頭與模具對中,松開芯頭架螺栓,調整中心并擰緊螺栓。
2. 運行中
1、啟動機床時,注意人體不要進入旋轉臂掃過的范圍。
2、機床工作時,禁止一切人員進入旋轉臂及管件掃過的空間!
3、機床液壓系統采用YA-N32普通液壓油(原牌號20號)。 一般情況下,每年應更換一次,同時必須清洗機油濾清器。
4、調整機床(模具)時,調整者應按下按鈕進行調整。 切勿讓一個人在機床上進行調整,而另一個人在控制柜上進行操作。
5、調整機床或空車運轉時,應將芯桿拆下。
6、液壓系統壓力不能大于14Mpa。
7、手動調整側推油缸速度時,擺臂轉至≥900時應調整。 調節速度與彎管轉動彎曲模具邊緣的線速度同步。 禁止在手動狀態下側推速度快于旋轉模具邊緣的線速度。 速度。
8、一般機器使用一段時間后,應檢查鏈條的張力,保持上下鏈條一致。
9、自動操作時的芯材彎曲模式下,彎曲臂返回前,操作人員必須確保芯頭在管內,或確保彎曲臂返回時芯棒不被卡住。 否則,芯頭或芯桿可能會彎曲或斷裂。
3、工作完成后,切斷電源,做好清潔、潤滑工作。
彎管機活塞桿和彎管機彎管機問題的分享就結束了。 以上文章解決了您的問題嗎? 歡迎您下次再來!